铣刀的使用量很大。你真的了解铣刀的结构吗?今天我们就通过一篇文章来了解一下。
1、可转位铣刀的主要几何角度
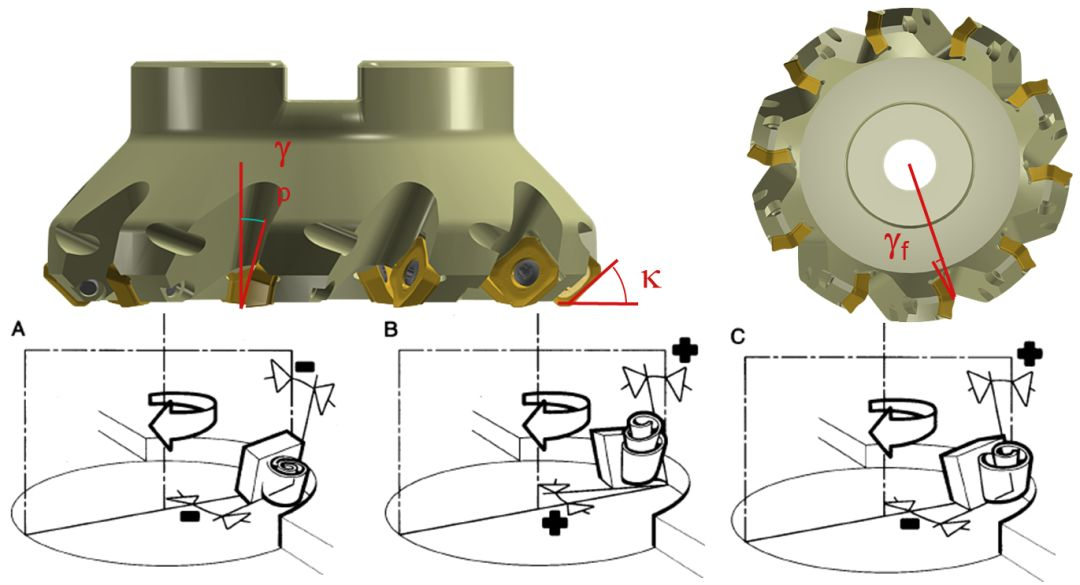
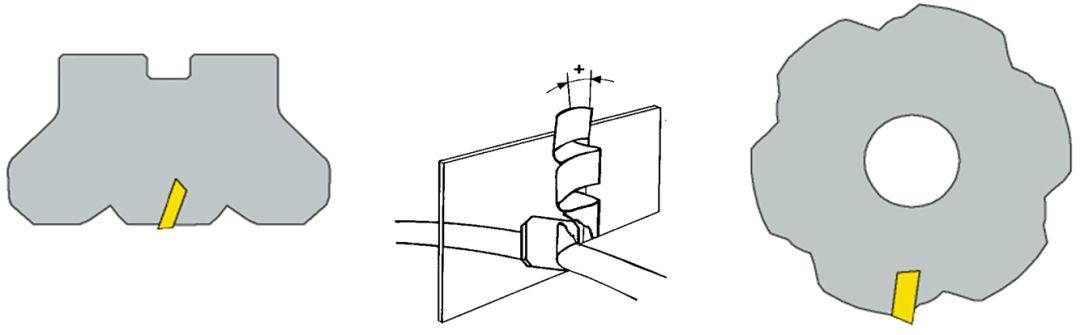
铣刀有一个主偏角和两个前角,一个称为轴向前角,另一个称为径向前角。
径向前角γf和轴向前角γp。径向前角γf主要影响切削功率;轴向前角γp影响切屑的形成和轴向力的方向。当γp为正值时,切屑飞离加工过程。面条。
前角(前刀面接触面)
负前角:适用于钢、合金钢、不锈钢、铸铁。
正前角:用于粘性材料和一些高温合金。
中心前角:用于攻丝、切槽、仿形和成型刀。
尽可能使用负前角。
2. 铣刀几何形状
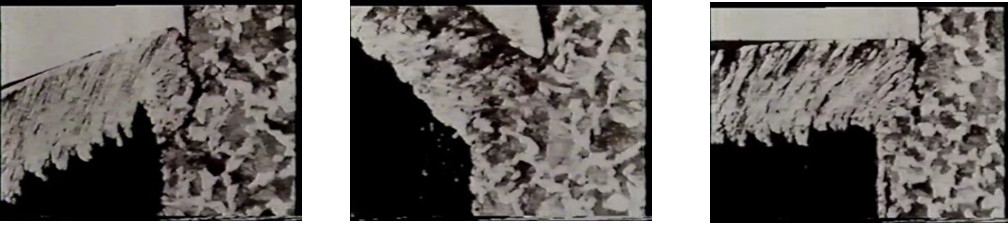
1.正角-正角
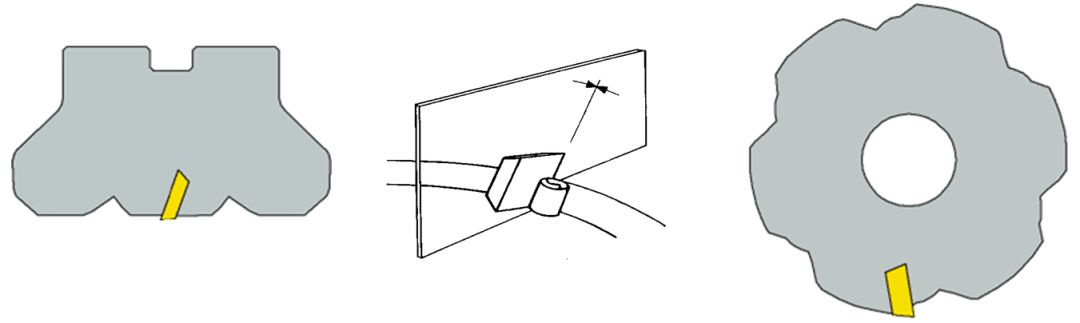
切削轻快、光滑,但切削刃强度较差。适合加工软质材料及不锈钢、耐热钢、普通钢和铸铁等。当机床功率较小、工艺系统刚性不足、有积屑瘤时应优先选用这种形式。
优势:
+ 平滑切割
+ 顺利排屑
+ 良好的表面粗糙度
缺点:
- 尖端强度
- 不利于切断接触
- 工件与机床工作台分离
2.负角——负角
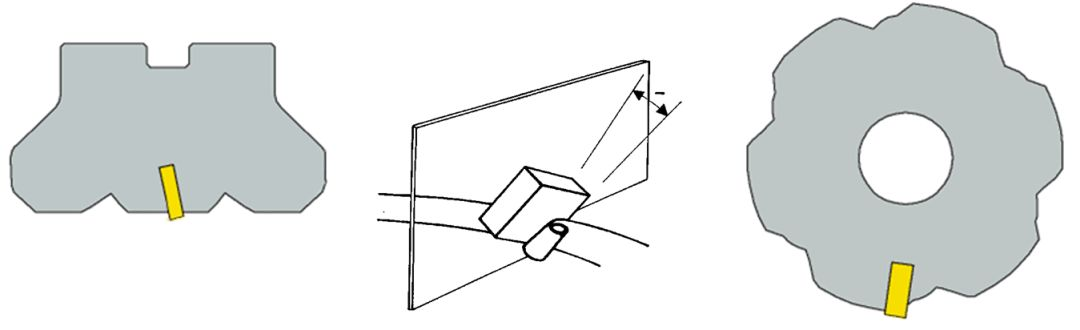
抗冲击能力强,采用负刃,适用于铸钢、铸铁及高硬度、高强度钢的粗铣削。
然而,铣削消耗大量动力,并且需要出色的加工系统刚性。
优势:
+ 切削刃强度
+ 生产力
+ 将工件推至机床工作台上
缺点:
- 更大的切削力
- 切屑阻挡
信发数控刀具具有质量好、价格低的特点。详情请访问:
数控刀具制造商 – 中国数控刀具工厂和供应商 (xinfatools.com)
3.正角-负角
切削刃抗冲击力强,锋利。适合加工钢、铸钢、铸铁。大余量铣削时效果也更好。
优势:
+ 顺利排屑
+ 有利的切削力
+应用范围广泛
4、铣刀齿距
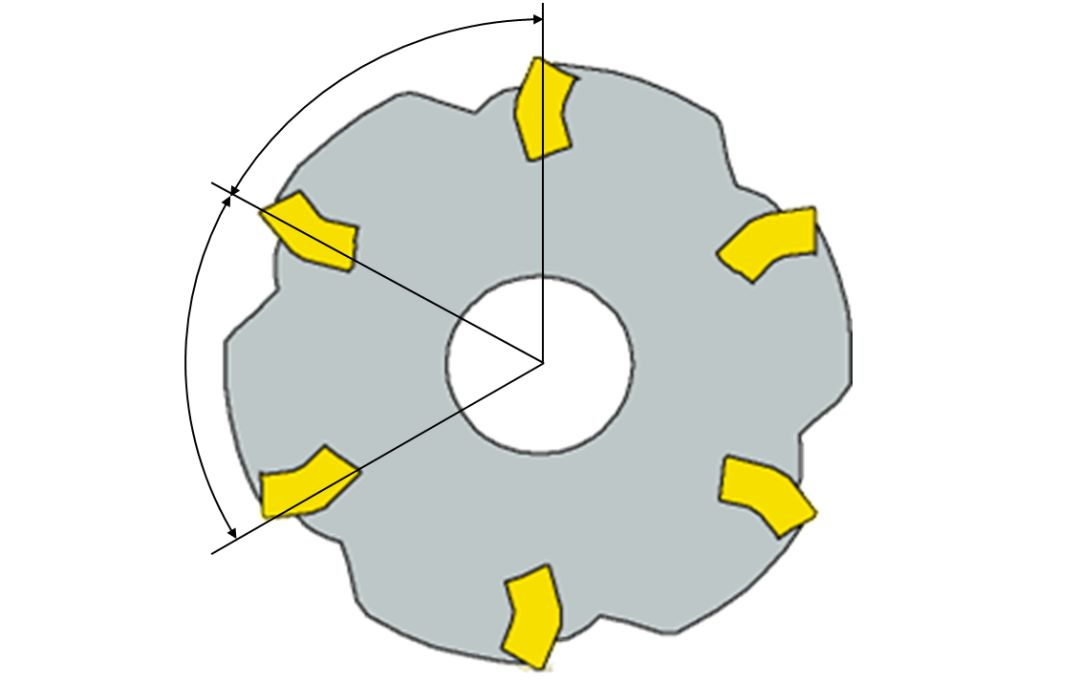
1)齿密:进给速度快,铣削力大,容屑空间小。
2)标准齿:常规进给速度、铣削力和容屑空间。
3)粗齿:低速进给,铣削力小,容屑空间大。
如果铣刀没有配备专用修光刃刀片,则表面粗糙度取决于每转进给量是否超过刀片修光刃平面宽度。
示例:槽铣和轮廓铣
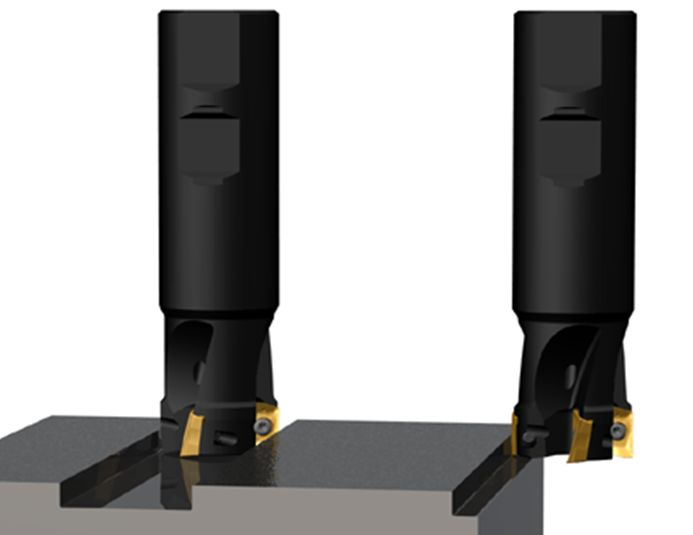
齿数:
•用于铣槽的稀疏或标准齿(安全)
•用于轮廓铣削的密齿(生产率)
发布时间:2023年11月1日


