按焊接参数从小到大依次为:短路过渡、熔滴过渡、喷射过渡
1. 短路过渡
电极(或焊丝)末端的熔滴与熔池短路接触。由于强烈的过热和磁收缩,它破裂并直接过渡到熔池。这称为短路转换。
短路过渡可以在低功率电弧(小电流、低弧压)下实现稳定的金属熔滴过渡和稳定的焊接过程。因此,适合焊接薄板或低热输入的焊接。
达到的参数是:焊接电流小于200A
信发焊接设备具有质优价廉的特点。详情请访问:焊接和切割制造商 - 中国焊接和切割工厂和供应商 (xinfatools.com)
2. 液滴过渡(颗粒过渡)
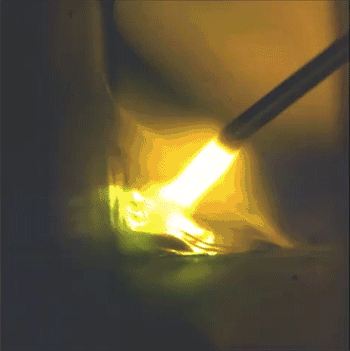
当弧长超过一定值时,熔滴可在表面张力的作用下保持在电极(或焊丝)末端自由生长。当引起熔滴下落的力(如重力、电磁力等)大于表面张力时,熔滴就会离开电极(或焊丝)并自由过渡到熔池而不会发生短路,如图4所示。
液滴过渡形式可分为粗液滴过渡和细液滴过渡。粗滴过渡是熔滴以粗颗粒的形式自由过渡到熔池的形式。由于粗熔滴过渡具有较大的飞溅和不稳定的电弧,因此对于焊接工作来说是不可取的。
焊接过程中,熔滴的大小与焊接电流、焊丝成分、药皮成分有关。
实现条件为:焊接电流200-300A(100%CO2),富氩混合气体200-280A。

3 喷雾过渡(也称为射流过渡)
熔滴以细小颗粒的形式,以喷雾状态快速穿过电弧空间到达熔池的形式称为喷雾过渡。熔滴尺寸随着焊接电流的增大而减小。
当电弧长度一定时,当焊接电流增大到一定值时,出现喷射过渡状态。这里需要强调的是,产生喷射过渡除了需要一定的电流密度外,还必须需要一定的电弧长度(电弧电压)。如果电弧电压太低(电弧长度太短),无论电流值有多大,都无法产生喷射过渡。
喷射过渡的特点是熔滴细小,过渡频率高,熔滴沿焊丝轴向高速向熔池运动,具有电弧稳定、飞溅小、熔深大、焊缝美观等优点成型,生产效率高。
发布时间:2024年8月21日


