气孔在铝焊接中很常见。
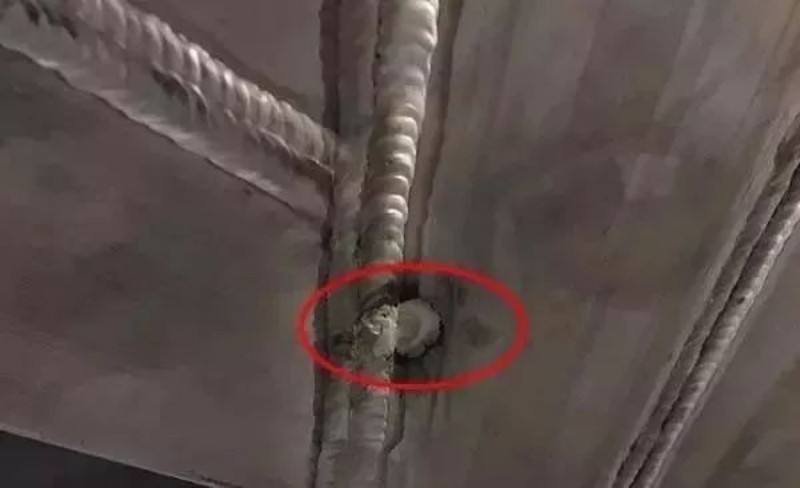
母材和焊丝中都存在一定量的气孔,因此焊接时要避免出现大的气孔,保证气孔不超标。当湿度超过80℅时,必须停止焊接。毛孔超标的概率也是80℅,很容易产生返件。
在如图所示的湿度状态下进行焊接,极有可能产生退货单。
信发焊接设备具有质优价廉的特点。详情请访问:焊接和切割制造商 – 中国焊接和切割工厂和供应商 (xinfatools.com)


▲湿度▲
有时焊缝上会粘上黑色的灰尘,怎么办?


▲黑灰色▲
其实是钨电极被污染,或者接触到熔池或焊丝,铝粘在上面。只有将钨电极清洗干净才能继续。

▲被污染的钨电极呈菜花状▲
这时我们只需要把焊机的清理宽度调到底部,电流基本在200左右,在一块废铝上开始电弧焊接。只需几秒钟,钨电极就会形成一个小球。如果你想焊接好铝,小球是必备产品。

▲ 将清洁宽度调整至最低设置▲


▲神奇的小球▲
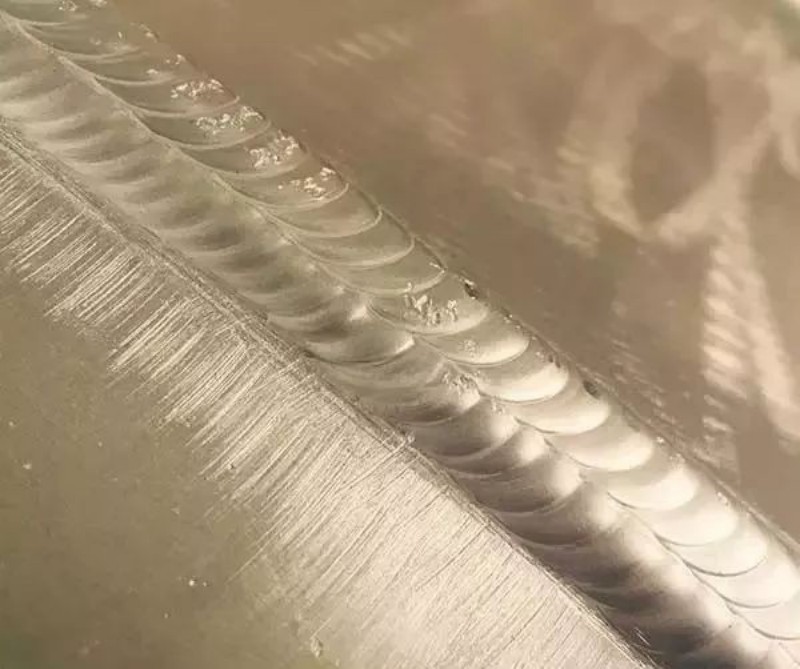
与不锈钢焊接相比,我更喜欢铝焊接。不像不锈钢那么麻烦,需要晃动。铝焊接容易,焊枪基本不摆动。这种带内胆的铝管是角焊缝,焊接起来没那么麻烦。
适度调节电流时,以能够控制熔池的电流为最佳电流。每台焊机的性能不同,电流也会不同,电弧的灵活性也会不同。




发布时间:2024年9月29日


