送丝不良是许多焊接操作中遇到的常见问题。不幸的是,它可能是停机和生产力损失的重要原因——更不用说成本了。
送丝不良或不稳定可能导致易损件过早失效、烧回、鸟巢等。为了简化故障排除,最好首先查找送丝机中的问题,然后向焊枪前部移动至易损件。
查找问题原因有时可能很复杂,但是送丝问题通常有简单的解决方案。
喂食器怎么了?

查找送丝不良的原因有时可能很复杂,但该问题通常有简单的解决方案。
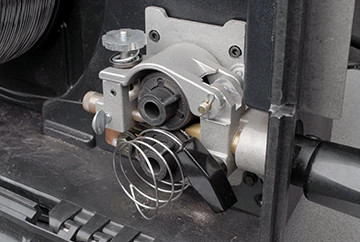
当出现送丝不良时,可能与送丝机中的多个部件有关。
1. 如果扣动扳机时驱动辊不移动,请检查继电器是否损坏。如果您怀疑这是问题所在,请联系您的供料器制造商寻求帮助。控制引线故障是另一个可能的原因。您可以使用万用表测试控制引线,以确定是否需要新电缆。
2. 错误安装的导管和/或错误的导丝直径可能是罪魁祸首。导管位于电源销和驱动辊之间,以保持焊丝从驱动辊顺利送入焊枪。始终使用正确尺寸的导管,将导轨调整为尽可能靠近驱动辊,并消除焊丝路径中的任何间隙。
3. 如果您的 MIG 焊枪有一个将焊枪连接到送料器的适配器,请检查连接是否不良。用万用表检查适配器,如果出现故障则予以更换。
看一下驱动辊
当内衬剪得太短或内衬尺寸不适合所使用的电线时,可能会导致此处所示的鸟巢现象。
使用错误尺寸或类型的焊接驱动辊可能会导致送丝不良。以下是一些避免问题的提示。
1. 始终使驱动辊尺寸与线材直径相匹配。
2. 每次将新的焊丝线轴放到送丝机上时,请检查驱动辊。根据需要更换。
3. 根据您使用的线材选择驱动辊的类型。例如,光滑的焊接驱动辊适合实心焊丝的焊接,而 U 形焊接驱动辊更适合管状焊丝(药芯焊丝或金属芯焊丝)。
4. 设置适当的驱动辊张力,以便焊丝上有足够的压力,使其顺利送入。
检查内衬
焊管的几个问题可能会导致送丝不稳定、回烧和鸟巢现象。
1. 确保衬管被修剪至正确的长度。安装和修剪衬管时,将喷枪平放,确保电缆笔直。使用线性规很有帮助。还有一些带有不需要测量的衬管的消耗品系统。它们在导电嘴和电源针之间锁定并同心对齐,无需紧固件。这些系统提供防错衬管更换,以消除送丝问题。
2. 使用错误尺寸的焊丝焊管通常会导致送丝问题。选择比焊丝直径稍大的衬管,因为它可以使焊丝顺利送入。如果衬管太窄,则送料困难,导致断丝或鸟巢。
3. 衬管中堆积的碎屑会阻碍送丝。这可能是由于使用了错误的焊接驱动辊类型导致的,导致焊丝在衬管中产生刨花。微电弧还会在内衬内产生小的焊缝沉积物。当堆积导致送丝不稳定时,更换焊管。更换衬管时,您还可以将压缩空气吹过电缆,以清除污垢和碎屑。

自屏蔽 FCAW 焊枪导电嘴中焊丝回烧的特写。定期检查导电嘴是否有磨损、污垢和碎屑,以帮助防止回烧(如图所示),并根据需要更换导电嘴。
监测导电嘴磨损情况
焊接耗材是 MIG 焊枪的一小部分,但它们会影响送丝,尤其是导电嘴。为了避免出现问题:
1. 定期目视检查导电嘴是否磨损,并根据需要进行更换。寻找钥匙孔的迹象,当导电嘴中的孔随着时间的推移,由于焊丝穿过其中而变得椭圆形时,就会出现这种情况。还要注意是否有飞溅物堆积,因为这会导致回烧和送丝不良。
2. 考虑增加或减小您所使用的导电嘴的尺寸。首先尝试减小一个尺寸,这有助于更好地控制电弧和更好地进给。
额外的想法
在焊接操作中,送丝不良可能会令人沮丧,但它不会长期拖慢您的速度。如果在从送料器向前检查和调整后仍然遇到问题,请检查您的 MIG 焊枪。最好使用尽可能短的电缆来完成工作。较短的电缆可最大限度地减少可能导致送丝问题的缠绕。记住在焊接过程中也要尽可能保持电缆笔直。结合一些扎实的故障排除技巧,合适的焊枪可以让您焊接更长时间。
发布时间:2023年1月1日


