碳化钨流动钻头



产品展示
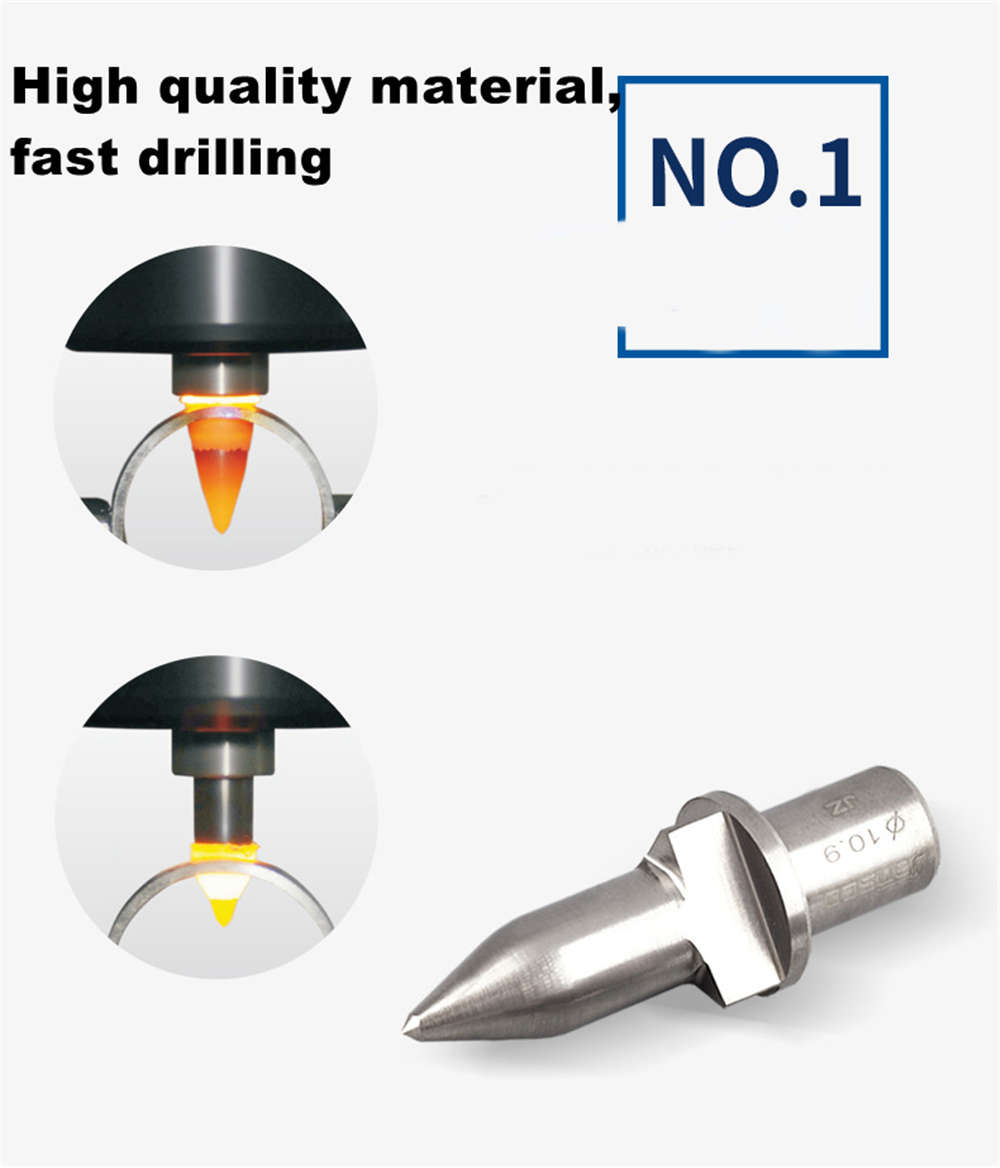
热熔钻孔原理
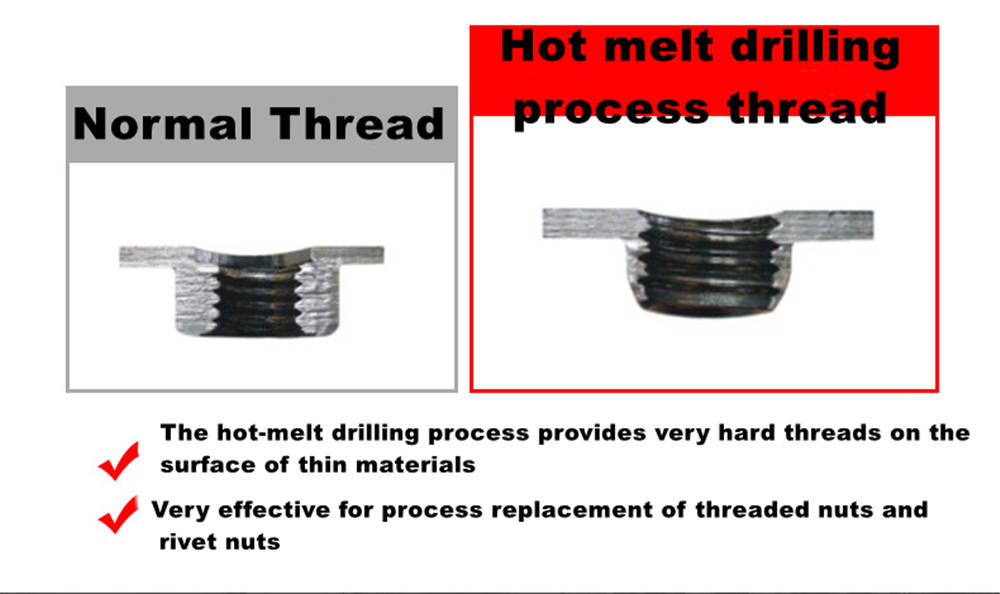
热熔钻通过高速旋转和轴向压力摩擦产生热量,使材料塑化和置换。同时冲压成型约3倍原材料厚度的衬套,通过丝锥挤压攻丝,使其在薄的材料上。高精度、高强度螺纹。
研讨会使用建议
第一步:通过高速旋转和轴向压力使材料塑化。模压套管的厚度是原材料的3倍。
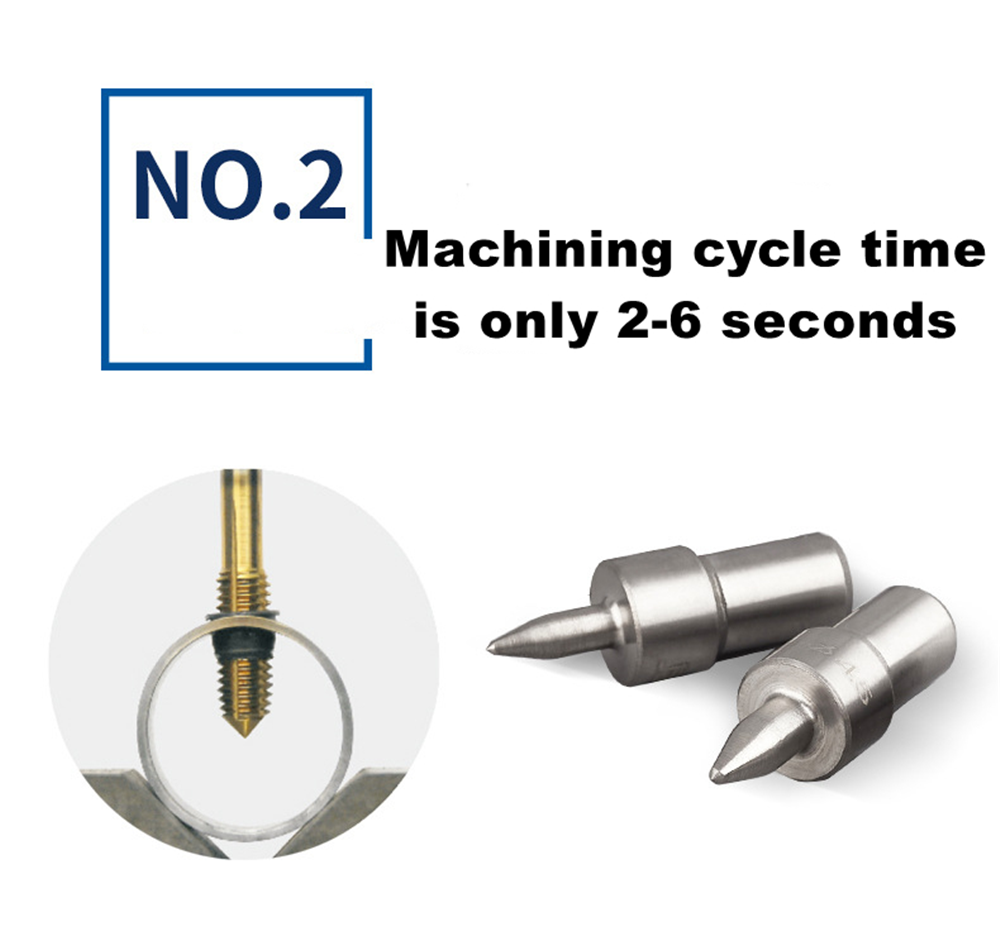
第二步:螺纹采用冷挤压成型,生产高精度、高扭矩、高规格螺纹
| 品牌 | 信发 | 涂层 | No |
| 产品名称 | 热摩擦钻头组 | 类型 | 扁型/圆型 |
| 材料 | 硬质合金钨 | 使用 | 钻孔 |
特征



热熔钻头使用注意事项
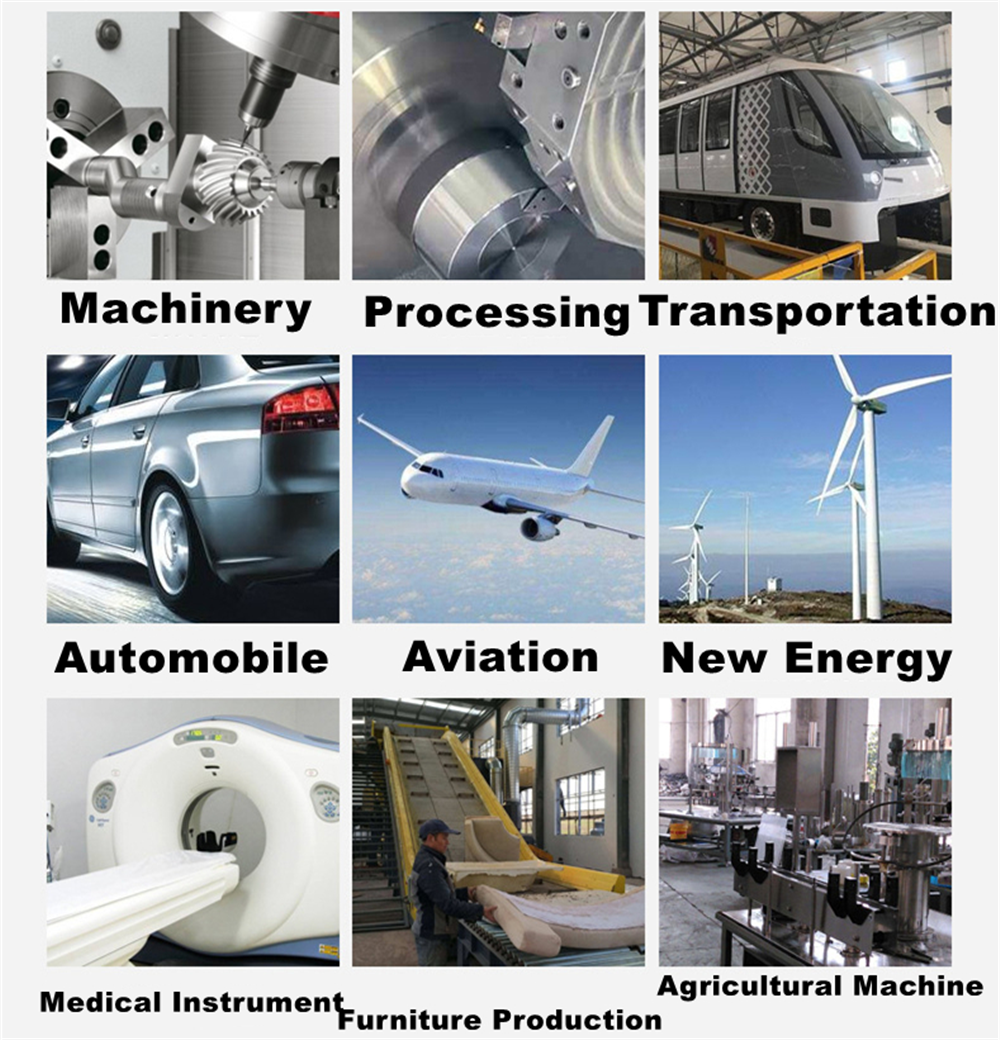
1、工件材质:热熔钻头适合加工直径1.8-32mm、壁厚0.8-4mm的各种金属材料,如铁、低碳钢、不锈钢、钛、铝、铜、紫铜、黄铜(Zn含量小于40%)、铝合金(Si含量小于0.5%)等。材料越厚、越硬,热熔钻头的寿命越短。
2、热熔膏:热熔钻工作时,瞬间产生600度以上的高温。专用热熔膏可延长热熔钻头的使用寿命,提高筒体内表面质量,产生干净、满意的刃口形状。建议在普通碳钢上每钻2-5个孔,在工具上添加少量热熔膏;对于不锈钢工件,每钻一个孔,用手添加热熔膏;材料越厚、越硬,添加频率越高。
3、热熔钻的柄部和夹头:如无专用散热片,可用压缩空气冷却。
4、钻床设备:只要有适当转速和功率的各种钻床、铣床和加工中心,适合热熔钻;材料的厚度以及材料本身的差异都会影响转速的确定。
5、预制孔:通过预钻小起始孔,可以避免工件变形。预制孔可以减少轴向力和筒体高度,还可以在筒体最下端产生较平坦的边缘,避免薄壁(小于1.5mm)工件的弯曲变形。
6、攻丝时,使用攻丝油:建议使用挤压丝锥,挤压丝锥不是通过切削加工而是通过挤压加工而成,因此具有较高的抗拉强度和扭转值。使用普通切削丝锥也可以,但容易切削圆柱体,且热熔钻头直径不同,需要单独制作。
7、热熔钻头的保养:热熔钻头使用一段时间后,表面会出现磨损,刀体上会附着一些热熔膏或工件杂质。将热熔钻夹在车床或铣床的卡盘上,用研磨膏研磨。不注意安全。
Q1: 我可以有样品进行测试吗?
A: 是的,我们可以支持样品。样品将根据我们之间的协商合理收费。
Q2: 我可以在盒子/纸箱上添加我的标志吗?
A: 是的,我们可以提供 OEM 和 ODM。
Q3: 成为经销商有什么好处?
答:特别折扣营销保护。
Q4: 你如何控制产品质量?
答:是的,我们有工程师随时准备协助客户解决技术支持问题、报价或安装过程中可能出现的任何问题以及售后支持。包装前100%自检。
Q5: 我可以在订购前参观一下你们的工厂吗?
A: 当然,欢迎您来工厂参观。








